Langue
20 % de réduction sur votre première commande. Économisez jusqu'à 1 000 $/1 000 €. Se termine le 31 décembre 2024.
IATF 16949:2016
ISO13485:2016
ISO9001:2015
Appelez-nous 24h/24 et 7j/7
+86 135 1000 5651
Envoyez-nous un e-mail
Nos Services de post-traitement
Nous assurons un traitement de surface complet pour toutes les pièces usinées. Vous pouvez choisir la finition de surface souhaitée pour vos pièces parmi les processus de post-traitement suivants.
| Processus de traitement de surface | Services de traitement | Matériaux applicables | Traitement des conditions de trace | Apparence contrôlabilité | Impact de la tolérance |
|---|---|---|---|---|---|

|
Usinage CNC, fabrication de tôles, moulage sous vide, moulage par injection |
Métaux, plastiques, céramiques, etc. |
Il peut y avoir de fines marques de polissage. Plus les outils et les processus sont fins, moins les marques sont évidentes. |
En ajustant les paramètres tels que les outils de polissage, la force et le temps, la brillance et la planéité de la surface peuvent être contrôlées avec précision, allant des effets de finition mate aux effets miroir. |
Le fonctionnement normal a un impact minimal sur les tolérances dimensionnelles. Cependant, un polissage excessif peut entraîner une légère réduction de la taille de la pièce. La quantité de polissage doit donc être strictement contrôlée. |

|
Usinage CNC, Fabrication de tôles |
Principalement des métaux tels que l'acier inoxydable et les alliages d'aluminium |
Des marques de pinceau uniformes et régulières sont produites. La qualité du pinceau et la technique opératoire déterminent l'uniformité de la texture. |
En sélectionnant des brosses avec différents matériaux et épaisseurs de poils, et en ajustant la direction et la force de brossage, l'épaisseur, la densité et la direction des marques de pinceau peuvent être contrôlées. |
Cela n’affecte fondamentalement pas les tolérances dimensionnelles et crée principalement une apparence de texture de surface unique. |

|
Usinage CNC, fabrication de tôles, coulée sous vide |
Métaux, verre, certains bois, etc. |
Une surface sablonneuse et rugueuse uniforme se forme. La granulométrie du sable, la pression de pulvérisation et la distance déterminent la rugosité. |
En ajustant avec précision des paramètres tels que les paramètres du grain de sable, l'angle de pulvérisation et la pression, le niveau de rugosité de la surface et l'uniformité des couleurs peuvent être contrôlés avec précision. |
Cela entraînera une légère perte de matière à la surface de la pièce, entraînant une légère réduction de sa taille. Une tolérance raisonnable doit être réservée avant le traitement. |

|
Usinage CNC, Fabrication de tôles |
Principalement facilement - métaux oxydés tels que l'acier inoxydable |
Il n’y a presque aucune marque visible à l’œil nu et seul un léger changement de couleur, comme une couleur légèrement plus foncée, peut se produire. |
L'apparence est relativement stable et uniforme. La couleur et la brillance peuvent être ajustées de manière limitée dans le cadre du processus de passivation spécifique. |
Il n’a quasiment aucun impact sur les tolérances dimensionnelles et améliore principalement la stabilité chimique de la surface métallique. |

|
Usinage CNC, Fabrication de tôles |
Métaux spécifiques tels que les alliages d'aluminium |
Un film d'oxyde anodique avec une certaine couleur et un certain lustre est généré. La couleur et le lustre changent au cours du processus de croissance du film. |
En contrôlant des conditions telles que la composition et la concentration de l'électrolyte, le temps d'électrolyse et la densité de courant, les propriétés d'apparence de la couche de film, telles que l'épaisseur, les types de couleur (tels que l'argent, le noir, coloré, etc.) et la dureté, peuvent être régulées avec précision. |
En raison de la croissance de la couche de film, la taille de la pièce augmentera dans une certaine mesure. Surtout pour les pièces de haute précision, l'impact de l'épaisseur du film sur les tolérances doit être planifié à l'avance. |

|
Usinage CNC, Fabrication de tôles |
Métaux tels que l'acier et le cuivre |
La surface présente une couleur noire et l'uniformité de la couleur varie en fonction du processus de traitement de noircissement. |
Dans une certaine mesure, en optimisant le processus de noircissement, en contrôlant le temps et la température du traitement, etc., la profondeur et l'uniformité de la couleur noire peuvent être contrôlées. |
Dans des circonstances normales, cela a peu d’impact sur les tolérances dimensionnelles. Cependant, pour les pièces présentant des exigences extrêmement élevées en matière de précision d'ajustement, il convient de prêter attention à l'éventuel léger impact sur les dimensions d'ajustement pendant le processus de traitement. |
")
|
Usinage CNC |
Divers métaux tels que le zinc, le cuivre et le nickel |
Un revêtement métallique est formé sur la surface de la pièce. Des facteurs tels que la concentration de la solution, la densité de courant et le temps de galvanoplastie affectent l'uniformité du revêtement. |
En contrôlant strictement divers paramètres pendant le processus de galvanoplastie, l'épaisseur, la brillance (telle que brillante, mate) et l'uniformité des couleurs du revêtement peuvent être contrôlées avec précision. |
Le revêtement augmentera la taille de la pièce. L'épaisseur du revêtement doit être calculée et contrôlée avec précision selon les exigences de conception pour répondre aux exigences de tolérance. |

|
Usinage CNC, Fabrication de tôles |
Divers substrats métalliques |
La qualité du revêtement est grandement affectée par les paramètres du processus, et des problèmes tels qu'une épaisseur inégale et des différences de couleur peuvent survenir. |
En ajustant finement les paramètres du processus de galvanoplastie tels que la formule de la solution de galvanoplastie, la taille du courant et le temps d'excitation, les performances (telles que la dureté, la résistance à l'usure) et l'apparence (telles que l'épaisseur, la couleur, le lustre) du revêtement peuvent être contrôlées avec précision. |
L'épaisseur du revêtement affecte directement la tolérance dimensionnelle et doit être strictement contrôlée selon les exigences de tolérance. |

|
Usinage CNC, Fabrication de tôles |
Métaux, certains plastiques, etc. |
Il peut y avoir une légère sensation granuleuse sur la surface du revêtement. La taille des particules de poudre, la méthode de pulvérisation et les conditions de durcissement affectent la douceur. |
En sélectionnant des revêtements en poudre avec différentes tailles de particules et couleurs, et en optimisant le processus de pulvérisation et les paramètres de durcissement, la couleur, la texture (telle que plate, semblable au sable, semblable à un marteau) et la brillance du revêtement peuvent être contrôlées avec précision. |
Le revêtement augmentera la taille de la pièce. L'épaisseur du revêtement doit être contrôlée avec précision conformément aux exigences de tolérance de conception. |

|
Usinage CNC, fabrication de tôles, moulage par injection |
Planaires ou presque : métaux, plastiques, verre, etc. |
Les bords du motif imprimé peuvent présenter des phénomènes irréguliers ou flous, qui sont affectés par la précision du maillage de l'écran, les caractéristiques de l'encre et la pression d'impression. |
Le contenu, la couleur et la clarté du motif imprimé peuvent être contrôlés, mais il existe une certaine limite supérieure à la précision en raison du processus de sérigraphie lui-même. |
En principe, cela n'affecte pas les tolérances dimensionnelles et sert principalement à présenter des motifs ou des marquages spécifiques sur la surface de la pièce. |

|
Usinage CNC, fabrication de tôles, moulage sous vide, moulage par injection |
Métaux, bois, plastiques, etc. |
Des phénomènes tels que relâchement, effet peau d'orange et bulles peuvent survenir. La qualité de la peinture, le fonctionnement du pistolet pulvérisateur et l’environnement de pulvérisation sont les principaux facteurs d’influence. |
En sélectionnant une peinture de haute qualité, en optimisant les paramètres du pistolet de pulvérisation (tels que la pression de l'air, le débit), en contrôlant l'environnement de pulvérisation (tels que la température, l'humidité) et les techniques de fonctionnement, les effets de couleur, de brillance et de texture de surface peuvent être contrôlés efficacement. |
L’épaisseur de la couche de peinture entraînera une augmentation de la taille des pièces. L'épaisseur de pulvérisation de peinture doit être raisonnablement contrôlée pour répondre aux normes de tolérance. |

|
Usinage CNC, fabrication de tôles, moulage sous vide, moulage par injection |
Varie en fonction du revêtement spécifique, couvrant une variété de matériaux |
L'effet d'apparence varie considérablement en fonction du matériau de revêtement et du procédé utilisé. Des problèmes tels que des bulles, des particules et des trous d'épingle peuvent survenir. |
Selon le type de revêtement spécifique sélectionné, en ajustant les paramètres du processus de préparation correspondants, tels que la formule du matériau de revêtement, les conditions de durcissement, etc., les caractéristiques d'apparence telles que la couleur, la brillance et la dureté peuvent être contrôlées. |
Différents revêtements ont des impacts différents sur les tolérances dimensionnelles. L'impact sur les tolérances doit être pris en compte de manière globale en fonction des caractéristiques du revêtement et des exigences d'épaisseur. |
Traitement de surface
Le traitement d'apparence est une série d'opérations de traitement physique ou chimique effectuées sur la surface externe des produits, notamment la galvanoplastie, la pulvérisation, l'anodisation, le polissage et d'autres processus. Son effet est remarquable. Il peut non seulement améliorer l'esthétique et modifier la couleur, la brillance et la texture des pièces, mais également jouer un rôle protecteur en empêchant la corrosion, l'usure et l'oxydation. Il peut également améliorer les propriétés de surface en termes de fonctions, telles que les propriétés antidérapantes et anti-traces de doigts.

Post-traitement non esthétique
Non esthétique signifie que les pièces directement traitées par ces processus de post-traitement conserveront encore certaines traces de traitement.
Usinage fin
Passivation
Galvanoplastie
Placage chimique
Gravure au radium
Revêtement en poudre
Noircissement (oxyde noir)
Anodisation type III (revêtement dur)
Post-traitement esthétique
Des traitements esthétiques ou non esthétiques peuvent être prodigués selon les exigences du client.
Sablage
Tréfilage
Tréfilage + anodisation type II
Sablage + anodisation type II
Sablage + anodisation type II + gravure laser
Sablage + anodisation type II + sérigraphie

Esthétique par défaut
Ces traitements de surface ont généralement des effets esthétiques.
Polissage miroir
Placage sous vide
Tréfilage + polissage électrolytique
Mettez vos pièces en production dès aujourd'hui

Traitement de surface mondial des pièces personnalisées
En tant que premier fournisseur mondial de traitement de surface de pièces, nous vous proposons une large gamme de services de post-traitement personnalisés. Peu importe où vous vous trouvez ou quelles que soient vos exigences en matière de traitement de pièces, nous pouvons créer une solution de traitement de surface unique pour vous grâce à notre excellent savoir-faire !
Avantages intersectoriels
| Besoin | Notre engagement | Votre avantage |
| Économisez des coûts | Les processus standards remplacent la technologie premium | Réduction des coûts de 20 à 40 % |
| Réduire les risques | Rapports d'inspection complets (brouillard salin/dureté/épaisseur) | Réponse aux problèmes de qualité sous 48 h |
| Gagnez du temps | Conception de luminaires partagés → Changement | Livraison urgente en 72h |
| Après-vente | Retraitement gratuit pour les défauts de processus | Taux de fidélisation des clients de 90 % |
Nos principes :
Concentrez-vous sur la stabilité de la production, pas sur les spécifications du laboratoire
Toutes les données sont vérifiables sur place
Des prix équitables sans frais cachés
Étape suivante : Envoyer des dessins/échantillons → Obtenez un devis process + éprouvettes en 24h !
*Toutes les solutions utilisent des équipements conventionnels.
Apparence des pièces Acceptabilité Normes
Tous les composants d’apparence produits par RT Manufacture suivent nos normes d’acceptabilité d’apparence :
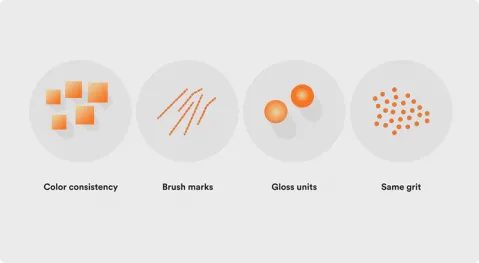
Normes de cohérence
Tous les composants d’un même lot doivent conserver un degré élevé de cohérence d’apparence et aucune différence visible à l’œil nu n’est autorisée. C'est-à-dire:
Cohérence des couleurs
Cohérence du marquage
Cohérence de l'assemblage
Cohérence de forme et de taille
Texture de surface et cohérence du motif
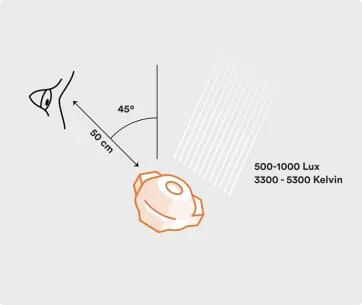
Conditions d'inspection visuelle
L’état de surface de chaque pièce doit répondre strictement aux conditions spécifiques suivantes :
Conditions d'éclairage : L'éclairage est supérieur à 540LX et la source lumineuse doit être uniformément répartie. Il peut s’agir de lumière naturelle ou de lumière artificielle.
Conditions de fond : Généralement, un fond noir ou sombre est utilisé pour améliorer le contraste des défauts de surface des composants et faciliter l'observation.
Distance d'observation : La distance entre l'œil humain et la surface de l'objet à mesurer est généralement de 15 à 20 cm, de sorte que les détails de la surface du composant puissent être vus.
Angle d'observation : La surface d'inspection du composant doit former un angle d'environ 45° avec le bureau, et tous les angles, avant et arrière, gauche et droit, doivent être inspectés pour s'assurer que rien n'est oublié.
Temps d'observation : Pour chaque surface d'observation de chaque composant, le temps d'inspection visuelle n'est généralement pas inférieur à 5 secondes afin de garantir que d'éventuels défauts d'apparence puissent être entièrement découverts.
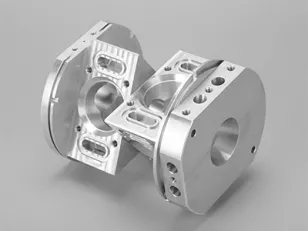
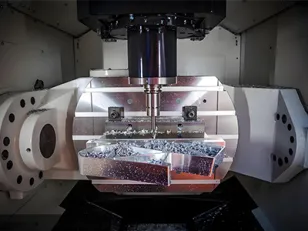
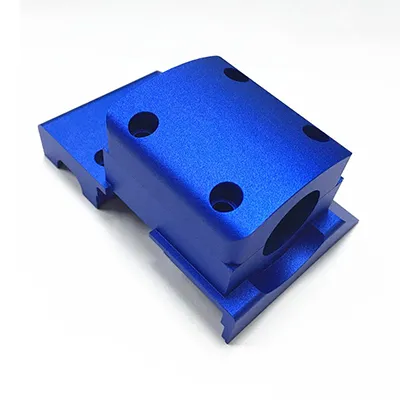
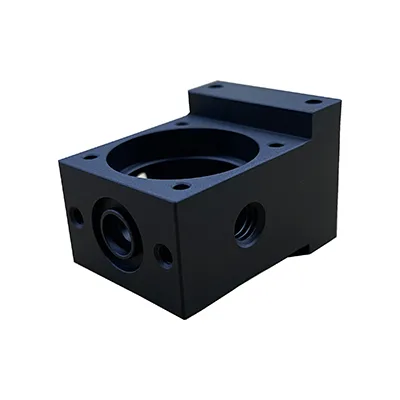
Pièces post-traitées - Exposer un savoir-faire exquis
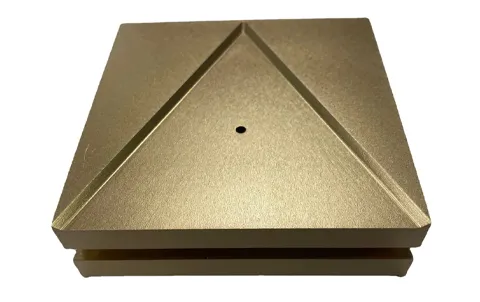
Bienvenue dans notre espace d'exposition de pièces post-traitées ! Vous trouverez ici diverses pièces soigneusement traitées qui présentent leur charme unique. Grâce à une technologie de post-traitement avancée, nous dotons les pièces d'excellentes performances et d'une apparence exceptionnelle. De la douceur de la surface à la précision des détails, chaque pièce démontre notre recherche persistante de la qualité, vous présentant un festin de vision et de qualité et répondant à vos différents besoins en pièces de haute qualité.

Pièces anodisées jaunes

Sablage + anodisation + gravure laser pièce CNC

Anodisation + Sérigraphie
Pièces de compresseur anodisées
Pièces anodisées sablées CNC

Pièces polies miroir

FAQ sur le post-traitement
Tout ce qui vous intéresse est ici
Comment garantir que le zingage du support de frein dure 480 heures lors des tests au brouillard salin sans affecter la précision de l'assemblage ?
Processus fiable : zingage bleu/blanc standard (8-12 μm) + scellant. Réussit le test au brouillard salin de 480 h – tolérance dimensionnelle
Avantage de coût : 30 % moins cher que le placage zinc-nickel. Capacité mensuelle : 500 000 pièces. Prend en charge la livraison JIT.
Comment les instruments chirurgicaux peuvent-ils être traités pour un nettoyage facile sans rétention de liquide résiduel ?
1. Polissage électrolytique (Ra≈0,4μm) → Réduit les résidus de 80 %
2. Passivation (à base d'acide nitrique) → Améliore la résistance à la corrosion saline
3. Historique : Aucune plainte liée au nettoyage de la part de clients médicaux en 3 ans.
Comment éviter que les trous filetés ne se fissurent après l'anodisation des supports en aluminium ?
Insérez les bouchons haute température dans les trous avant l'anodisation → Retirez-les après le traitement
Contrôler l'épaisseur d'anodisation ≤25μm (conforme à la norme HB/Z 233)
Résultat :
Comment contrôler la variation de couleur des étuis d'écouteurs sablés et anodisés ?
Grain de sablage uniforme (oxyde d'aluminium n° 180)
Contrôle de la température du bain de teinture (±1°C)
Qualité de sortie : ΔE≤1,5 (visuellement cohérent), taux de défauts
Comment empêcher les panneaux de machine à laver de se décolorer pendant plus de 5 ans ?
Phosphatation standard + revêtement poudre époxy (≥60μm)
Test UV de 1 000 heures = 5 ans et plus de rétention de couleur en extérieur
Tarif : 20 % moins cher que le revêtement électrophorétique. Capacité mensuelle : 200k m².
Les engrenages traités QPQ peuvent-ils résister à l’abrasion dans les environnements poussiéreux miniers ?
Profondeur de la couche nitrurée : 0,15 mm → Dureté de surface HV650
Résultat sur le terrain : durée de vie 3 fois supérieure à celle des engrenages non traités dans les mines de charbon
Tarification transparente : 1,1-1,7 $/kg (remises sur volume disponibles).
Quel coefficient de frottement peut-on atteindre avec des joints de robot anodisés durs ?
Anodisation dure standard (40-50μm)
Coefficient de frottement sec ≈0,15 (charge 50N)
Conseil économique : associez-le à de la graisse graphite → plus de 20 000 heures de service.
Voix du client


John Smith
Ingénieur Mécanique
Le service de post-traitement fourni par cette société est exceptionnel. Leur souci du détail et de leur précision est remarquable. Les pièces que j'ai reçues après le traitement ont non seulement répondu à mes attentes, mais les ont dépassées. La finition de surface était impeccable et la durabilité impressionnante. Je les recommande vivement à tous ceux qui recherchent des solutions de post-traitement de premier ordre.

Li Muller
Responsable de production
J'ai travaillé avec divers fournisseurs de post-traitement, mais celui-ci se démarque. Ils offrent un large éventail d'options et leur équipe est très professionnelle. La communication tout au long du processus a été excellente. Ils nous ont aidés à choisir la méthode de post-traitement la plus adaptée à nos pièces et le résultat final était parfait. Nous allons certainement poursuivre notre partenariat.

Pierre Dubois
Superviseur Assurance Qualité
Je suis assez satisfait de leur travail de post-traitement. Ils adhèrent à des normes de qualité strictes et les mesures de contrôle de qualité mises en place garantissent que chaque pièce est traitée avec la plus haute qualité. Le respect de l’environnement de leurs processus est également un gros plus. Cela montre qu’il s’agit d’une entreprise avant-gardiste. Super travail !

Carlos Rodríguez
Responsable R&D
Je suis impressionné par l'innovation dans leurs techniques de post-traitement. Ils ont pu appliquer une nouvelle méthode de revêtement à nos composants qui a considérablement amélioré leurs performances et leur esthétique. Il est clair qu'ils investissent dans la recherche et le développement, ce qui constitue un atout précieux. Leur équipe a été en mesure de répondre facilement à nos exigences uniques et les produits finaux ont fonctionné exceptionnellement bien dans nos applications.

Sophie Lefèvre
Coordonnateur de la chaîne d'approvisionnement
Le délai d’exécution de leurs services de post-traitement est remarquable. Nous avions un délai serré et ils ont réussi à livrer nos pièces à temps sans compromettre la qualité. Leur logistique et leur calendrier sont de premier ordre. De plus, le service client a été très utile, toujours prêt à répondre à nos questions et à fournir des mises à jour. Cela a rendu l’ensemble du processus très fluide et sans stress.



















Étude de cas
Conception pour l'usinage CNC : conseils pour la précision et l'efficacité
Apprenez à optimiser vos conceptions pour l'usinage CNC afin de réduire les coûts et d'améliorer la qualité.
Ressources d'usinage CNC
Blogues
Nouvelles
Études de cas
Lignes directrices
Matériels
Guides de conception
Usinage CNC
Thermoformage
Coulée sous vide
Moulage par injection
Fabrication de tôles
Oct 15, 2025
Qu'est-ce que le traitement de surface au Téflon ?
Dans cet article, nous détaillerons chaque étape du processus de téflon, détaillerons les matériaux qui peuvent (et ne peuvent pas) être recouverts de téflon et expliquerons pourquoi cette technique de traitement change la donne pour les surfaces des pièces.
Jul 24, 2025
Cet « angle droit » sans prétention marqué sur votre dessin émis pourrait secrètement semer les graines d’une défaillance du produit, d’une explosion des coûts ou même de réclamations des clients.
Apr 20, 2025
Comment l’usinage CNC stimule-t-il l’innovation dans la fabrication de pièces automobiles ?
L'usinage CNC, avec sa haute précision et son efficacité, remodèle l'industrie de la fabrication de pièces automobiles. Cet article explorera les applications du fraisage et du tournage CNC dans le secteur automobile et comment ils aident les fabricants à obtenir des composants plus légers et plus durables.
Oct 29, 2025
Découvrez comment le secteur chinois de l'usinage combine technologie de pointe et résilience de la chaîne d'approvisionnement pour fournir des pièces de précision et des solutions d'usinage personnalisées sur des marchés mondiaux en évolution.
Oct 22, 2025
Comment la fabrication de pièces sur mesure révolutionne le secteur des équipements médicaux
Dans le paysage des soins de santé en constante évolution, l’équipement médical constitue l’épine dorsale du diagnostic et du traitement modernes.
Jun 12, 2025
Le rôle clé du traitement de la tôle dans la fabrication d'appareils électroménagers
Ce blog explique comment le traitement de la tôle et ses techniques associées, comme la fabrication de la tôle, façonnent les appareils que nous utilisons quotidiennement et pourquoi il est irremplaçable dans la production d'appareils électroménagers.
Jun 30, 2025
Cas d'usinage CNC : supports de moteur de drone DJI
Découvrez notre histoire passionnante de fabrication de drones avec DJI Innovations. Notre fabrication de précision aérospatiale à grande échelle peut réaliser une production mensuelle par lots allant jusqu'à des dizaines de milliers d'unités.
Jun 30, 2025
Boîtier en tôle : racks de serveurs Schneider Electric
Tirez parti de notre technologie de fabrication de tôlerie pour produire des lots de pièces de tôlerie critiques pour un géant de l'armure de données, en utilisant 22 % de matériaux en moins que la moyenne du secteur.
Jun 30, 2025
Boîtier de moulage par injection : boîtiers de pompe à insuline Medtronic
Il nous a fallu un peu plus d’un mois pour produire de superbes objets artisanaux moulés par injection, et nous avons produit jusqu’à présent plus d’un million de pièces.
Oct 29, 2025
Face à des perturbations de la chaîne d’approvisionnement dues à des conflits commerciaux ? Découvrez comment obtenir des solutions d'usinage personnalisées fiables grâce à des partenariats stratégiques, une diversification régionale et une collaboration technique. Découvrez l’approche résiliente de RT Manufacture.
Oct 15, 2025
Les 5 principales tendances qui façonneront la fabrication de pièces sur mesure en 2024et 2025
En 2024-2025, la fabrication de pièces sur mesure connaît une révolution technologique, avec l'usinage CNC, la fabrication de tôles, le moulage de silicone et le moulage par injection qui mèneront la transformation de la façon dont les pièces fabriquées sur mesure sont produites.
Jun 17, 2025
Thermoformage ou moulage par injection : lequel convient le mieux à votre projet ?
Comparez le thermoformage et le moulage par injection pour les pièces personnalisées : découvrez les principales différences en termes de processus, de coûts, de matériaux et d'applications (médical, automobile). Trouvez la bonne méthode pour votre projet.
Jun 12, 2025
L'avenir de la technologie de moulage par injection : des appareils électroménagers à l'aérospatiale
Ce blog explore les principales tendances qui façonnent l'avenir du moulage par injection, la manière dont elles sont adaptées aux appareils électroménagers et à l'aérospatiale, et ce que les fabricants de pièces sur mesure doivent savoir pour garder une longueur d'avance.
Mar 22, 2025
Aluminium ou acier inoxydable : choisir le bon matériau pour les pièces personnalisées CNC
Comparez l'aluminium (alliage 6061-t6, 7075-t6) par rapport à l'acier inoxydable (304, 316) pour les pièces personnalisées CNC. Découvrez l’usinabilité, la résistance à la corrosion, le coût et les utilisations (aérospatiale, médicale).
Jun 17, 2025
Conception pour l'usinage CNC : conseils pour la précision et l'efficacité
Apprenez à optimiser vos conceptions pour l'usinage CNC afin de réduire les coûts et d'améliorer la qualité.
Jul 24, 2025
La CNC est-elle difficile à apprendre ?
Avec l'innovation continue de la société et de la technologie, la demande d'opérateurs CNC qualifiés dans l'industrie manufacturière continuera de croître.
Jul 24, 2025
Guide CNC : Qu'est-ce que le fraisage CNC ?
Si la technologie s’améliore constamment, le fraisage CNC ne s’arrêtera jamais. Dans la société actuelle, de nombreux produits que nous utilisons dans nos vies sont indissociables du fraisage CNC.
Jul 24, 2025
Qu'est-ce que le tournage CNC ?
Le tournage CNC est un élément indispensable de l'usinage CNC. Dans cet article, nous mènerons une discussion approfondie pour donner à chacun une compréhension claire du tournage CNC.
Oct 16, 2025
Ce guide explique exactement comment fonctionne le processus de thermoformage et de moulage par injection et comment choisir celui qui convient le mieux à votre travail.
Jul 24, 2025
La technologie du thermoformage expliquée : un guide complet des principes aux applications
Dans la fabrication moderne, le thermoformage s’impose comme une technique de transformation du plastique hautement efficace et adaptable. Des contenants alimentaires transparents des supermarchés aux tableaux de bord automobiles au design complexe, cette technologie joue un rôle central. En tant que fabricant de pièces spécialisé dans le formage sous vide, nous vous invitons à découvrir comment le thermoformage transforme des feuilles de plastique ordinaires en produits polyvalents et fonctionnels.
Jul 24, 2025
Qu’est-ce que la coulée sous vide ?
Ce blog approfondira les détails de la coulée sous vide, son flux de travail, ses types, ses matériaux, etc. Vous permettra de comprendre ce processus spécial de coulée sous vide.
Jun 17, 2025
Coulée sous vide pour le prototypage : pourquoi cela change la donne
Découvrez pourquoi le moulage sous vide change la donne en matière de prototypage. Notre guide couvre le processus de coulée sous vide, les avantages de la coulée sous vide en polyuréthane et comment choisir un service pour des prototypes de haute qualité.
Jul 24, 2025
Qu’est-ce que le moulage par injection ?
Dans ce blog, nous explorerons la complexité du moulage par injection, ses principes, ses processus, ses matériaux, ses applications, etc. Cliquez pour en voir plus.
Jun 17, 2025
Moulage par injection pour la production en grand volume : ce que vous devez savoir
Apprenez à optimiser le moulage par injection de grands volumes, de la simulation et des tolérances à l'état de surface et à la conception du système. Associez-vous à la meilleure entreprise de moulage par injection pour un succès évolutif.
Jul 24, 2025
Qu’est-ce que l’emboutissage de tôle ?
Avec le développement continu du progrès social, dans l'industrie moderne de transformation de la tôle, la technologie d'emboutissage des métaux peut être considérée comme riche et colorée.
Jul 24, 2025
Qu’est-ce que le cisaillement de tôle ?
Dans la fabrication de tôles, le métal peut être découpé. En plus de plusieurs processus de découpe courants, il existe également un processus de découpe plus courant et spécial : le processus de cisaillement de la tôle.
Jul 24, 2025
Qu'est-ce que la découpe de tôle ?
Dans le domaine de la fabrication et de la transformation, la découpe de tôle joue un rôle essentiel. On peut dire que l’étape de découpe de la tôle est l’opération la plus élémentaire dans la fabrication de pièces en tôle.
Téléchargez simplement vos fichiers de conception pour obtenir un devis détaillé !
Qu'attendez-vous ?
Nous sommes là
Téléchargez simplement vos fichiers de conception pour obtenir un devis détaillé !
Contactez-nous
 German
German
 English
English